מלחם אלקטרוניקה
מכשור הלחמה | תחנות הלחמה | ציוד הלחמה PACE | ציוד הלחמה ATTEN
תהליך ההלחמה מבוסס על חיבור של שני משטחי מתכת בצורה מכנית וחשמלית, תוך שימוש במילוי מתכת על-ברזלית הנקראית לחם (בדיל או נחושת). הלחמה יוצרת חיבור חזק אשר לא ישתחרר עקב כוחות מכניים המופעלים עליו. בנוסף הלחמה מספקת המשכיות חשמלית, כך שהאות האלקטרוני יכול לעבור דרך החיבור ללא הפרעה. בדיל או נחושת מומסים באמצעות מלחם.
ציוד להלחמת אלקטרוניקה
בעת הלחמת מחבר אלקטרוני לנקודת מגע לרוב תזדקקו לציוד הבא:
- מלחם המסוגל להגיע לנקודת ההתכה של ההלחמה.
- בדיל עם או בלי פלקס
- תלחים (פלקס, Flux) – במידת הצורך
- ציוד נלווה – מעמד למלחם, ברזלית לניקוי ראש מלחם, בודק טמפרטורה, מעמד לחוט בדיל, שואב עשן
מלחם
מלחם הוא כלי יד המשמש להלחמת שני משטחי מתכת יחדיו. בצורתו הפשוטה, הוא מורכב ראש מלחם, גוף חימום שמביא את ראש המלחם לטמפרטורה הדרושה, ידית מבודדת המאפשרת אחיזה בטוחה של המלחם ותקע לשקע בקיר או לתחנת ההלחמה.
תפקידו של ראש המלחם הוא להעביר חום מגוף החימום. חלקו הפנימי עשוי נחושת והוא פועל כמוליך תרמי. הנחושת מצופה בשכבת ברזל שמגנה עליה ובציפוי כרום-ניקל השומר על ראש המלחם מהנזקים של חומר התלחים.
מעבר לכך, ישנן אפשרויות המספקות שליטה טובה יותר על טמפרטורת המלחם והזמן שלוקח למלחם להתחמם שוב לאחר ביצוע ההלחמה.
מה ההבדל בין מלחם לתחנת הלחמה?
בגדול ההבדל בין מחלם לתחנת הלחמה נמצא ברכיב השולט בעצמת החום. מלחם מהתחבר ישירות לשקע החשמל בקיר, אשר אינו מספק בקרה על טמפרטורת המלחם. אפשר רק להפעיל אותו או לכבות. בתחנת ההלחמה המלחם מתחבר לרכיב נוסף השולט בטמפרטורה ותכונות נוספות כמו זיכרון טמפרטורה מוגדרת, נעילה וכו'.

ראש מלחם
מהו סוג ראש המלחם הטוב ביותר עבור עבודת תיקון ה-PCB שלי?
המטרה היא להתאים את צורתו וגודלו של הראש למשטח המגע. הדבר מאפשר למקסם את פני השטח של המגע כדי חהבטיח חימום מהיר של המוליך ושל אזור המגע. אם תבחרו ראש מלחם גדול מדי, יווצר נפח חום גדול יותר, מה שיאט את התאוששות החום – הזמן שלוקח לראש להתחמם מחדש לאחר הלחמת מפרק. בנוסף, ראש מלחם גדול מדי עלול להזיק לרכיבים אחרים ואזורי מגע. אם תבחרו ראש קטן מדי, לא יהיה מספיק שטח פנים במגע כדי להעביר חום ביעילות. ההלחמה תיקח יותר זמן והיא עלולה ליצור נזק תרמי לרכיבים.
ודאו שאתם משתמשים במלחם ובראשים המיועדים להלחמת PCB אלקטרונית. ראשי מלחם המיועדים ליישומים אחרים, כמו למשל הלחמת ויטראז'ים, אינסטלציה או עבודות חשמל כבדות, הם בדרך כלל הרבה יותר גדולים מהראשים המתאימים לאלקטרוניקה.
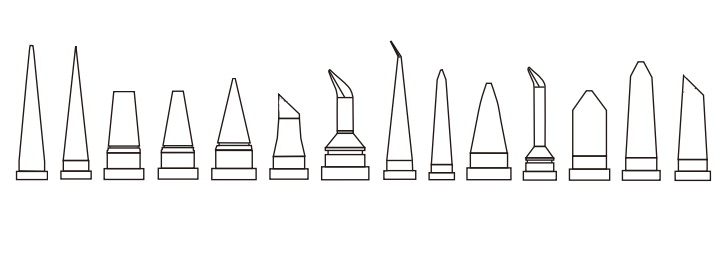
ראשי מלחמים מגיעים במגוון צורות כדי להקל על העבודות עם לוחות PCB במבנה גיאומטרי שונה.
ראש מחודד או חרוטי: קצה ראש ההלחמה מגיע לנקודה או לעיגול קטן של אזור שטוח. הגודל מצוין לפי קוטר הקצה והוא נע בין 0.1 מ"מ לבין 1 מ"מ, או יותר. ראשים אלה מומלצים בדרך כלל כאשר נדרש דיוק נקודתי, ברכיבים עדינים מאוד ללא עופרת. ראש מחודד עשו להיות ארוך כדי לאפשר טווח הגעה גדול יותר בלוח צפוף. ראשי הלחמה בעלי מיקרו-טיפ קצר יותר הם אופציה טובה להפחית את כמות מתכת הקצה שצריך לחמם כדי לשפר את התאוששות החום. קיימים גם ראשי מלחם עם קצה כפוף אשר מסייע במניעת נזק לרכיבים אחרים.
ראש להב או סכין: ראש להב משמש בדרך כלל להלחמת גרירה. הוא שימושי בעת הלחמת רכיבי SMT. רוחב הלהב לרוב 6 מ"מ ויותר.
ראש אזמל או מברג (Chisel, Screwdriver): אזמל מאפשר חימום שטח מגע גדול יותר והוא שימושי לחיבורי הלחמה חודרים. אורך ועובי הראש משתנים והוא גם יכול להיות כפוף, בדומה לראש חרוטי. ראשי הלחמה אלה יכולים להיות מאוד קטנים, כך שהם נראים כמעט כמו נקודה.
ראש שיפוע (Bevel): לראש משופע יש קצה אובלי שטוח בזווית. הגודל מצוין לפי קוטר המוט או הציר ולפעמים זווית השיפוע. גודל ראש משופע יכול לנוע בין 1 מ"מ ל-4 מ"מ, או יותר.
ראש כפית (Flow, Mini-Wave, Spade): נראה דומה בעיצובו לראש משופע, אבל יש בו שקע קטן המזכיר כפית.
סוג הלחמה
קיים מגוון גדול של סוגי הלחמות, אבל רוב החלטות שתצטרכו לקבל יעסקו בסוגיות הבאות: בחירה בין הלחמת עופרת לבין הלחמה נטולת עופרת, בחירת קוטר חוט ההלחמה (בדיל), סוג החוט (עם או בלי פלקס) וסוג פלקס.
עופרת או ללא עופרת: לחם הוא שילוב של מתכות, שנבחרות אודות תכונות המוליכות שלהן. עופרת, המשולבת לרוב עם בדיל, היא הבסיס של הלחמה אלקטרונית מאז ומעולם. לעופרת נקודת התכה נמוכה יחסית והיא מתרככת וזורמת בקלות, מה שהופך את התהליך למהיר, קל וחסין יותר. המודעות לסכנות הבריאותיות ולנזקי איכות הסביבה יצרו העדפה להלחמה נטולת עופרת, שהיא לרוב שילוב של בדיל וכסף. ללחם נטול עופרת טמפרטורת ההיתוך גבוהה יותר. הלחמה נטולת העופרת בדרך כלל דורשות שימוש בפלקס מרוכז יותר (בעל תכולת מוצקים גבוהה) כדי לקבל תוצר באיכות טובה כמו הלחמות עופרת. איכות הלחמה ידנית טיפוסית, אם מתבצעת כראוי, תהיה דומה בהלחמות עופרת וללא עופרת. במוצרי אלקטרוניקה אשר נועדו לפעול בסביבה קיצונית (למשל אלקטרוניקה בענף התעופה), קיים חשש מהיווצרות שוליים של בדיל בהלחמה נטולת העופרת.
באופן עקרוני הלחמת עופרת היא הקלה והאמינה ביותר לעבודה עם רכיבי אלקטרוניקה. החום הנמוך גם ממזער את הסיכוי לנזק תרמי של המעגלים המודפסים. אם המוצר הסופי נשלח לחו"ל, במיוחד לאירופה, כדאי לשקול הלחמה נטולת עופרת בהתאם לדרישות מדינת היעד. מוצרי אלקטרוניקה בעלי דרישות לאמינות גבוהה במיוחד כמו אלה המשמשים חברות תעופה או בחלל, הם חריגים בעניין זה. המפרט ודרישות משתמש הקצה של הרכיבים האלקטרוניים הם אלה שיכתיבו את סוג ההלחמה.
קוטר חוט הלחמה: אל תבלבלו בין חוט הלחמה המיועד לצנרת לבין חוט הלחמה לאלקטרוניקה. חוט הלחמה לצנרת הוא הרבה יותר עבה, בקוטר של 2 מ"מ ומעלה. חוט הלחמת אלקטרוניקה הוא דק יותר, 0.5-1.5 מ"מ, או אפילו פחות. התאימו את הקוטר לגודל המחברים והמגעים שאתם מלחמים. אם קוטר הבדיל קטן מדי, תצטרכו להלחים יותר. אם הקוטר גדול מדי וזה עלול להקשות על התמרון סביב רכיבים אלקטרוניים צפופים בלוח PCB, ובכך יגדל הסיכוי לנזק תרמי או אפילו להלחמת רכיבים אחרים שאינם קשורים לפעולה הרצויה.
בדיל מוצק או עם ליבת פלקס (Flux): רוב חוטי ההלחמה מגיעים עם ליבת תלחים (פלקס), כך שהתלחים יכנס לעבודה באופן אוטומטי ויזרום על פני אזור ההלחמה כאשר החוט יותך. דרך עבודה זו מאוד נוחה ומומלצת ברוב המקרים. במידה וקיים צורך בתלחים מסוג מסוים שאינו משולב בתוך חוט ההלחמה, ניתן להשתמש בחוט מוצק (ללא תלחים) ולהוסיף פלקס ידנית על ידי מברשת, בקבוק או מתקן עט ייעודי.
איך מלחימים?
- הכינו את הכלי ההלחמה הדרושים ודאגו לאמצעי בטיחות: משטח עבודה יציב, אוורור, משקפי מגן, מעמד למלחם.
- ודאו שמשטח ההלחמה נקי.
- הפעילו את המלחם והגדירו את הטמפרטורה שתהיה גבוהה יותר מנקודת ההיתוך. תווך הטמפרטורות 320°-340°C הוא מקום טוב להתחיל בו עבור הלחמה על בסיס עופרת ו- (340°- 370°C) עבור הלחמה נטולת עופרת.
- הצמידו את קצה המלחם אל המוליך וגם לנקודת המגע למשך מספר שניות. הרעיון הוא להביא את שניהם לטמפרטורת הלחמה בו זמנית.
- תגעו עם הבדיל במוליך ובנקודת המגע מספר פעמים עד שהוא ניתך ומתחיל לזרום.
- בדקו את החיבור כדי לוודא שיש כיסוי מלא של אזור המגע. אם מדובר במוליך שחודר דרך פתח, יש למלא את הפתח בבדיל וליצור צורה דמוית פירמידה באזור החיבור.
- במידת הצורך, חתכו את המוליך. אין לחתוך לתוך חיבור ההלחמה כדי לא לפגוע בו.